前言
最近接到了很多关于3D打印耗材选择的问询。大家不清楚的无非以下几点:1.不同3D打印技术分别可以选择哪几种耗材 2.不同3D打印耗材的强度、精度、表面、熔点如何。
在这里我就针对 FDM、SLA、DLP、3DP、SLS、SLM这几种打印技术,分别为大家介绍他们的常用耗材以及耗材的材料属性,方便大家快速查阅。
3D打印材料属性一览表
| 材料 | 型号 | 价格 | 精度 | 最小细节 | 推荐壁厚 | 表面 |
|---|---|---|---|---|---|---|
| PLA | NA | 0.8 | 0.2 | 0.4 | 0.8mm以上 | 有层纹 |
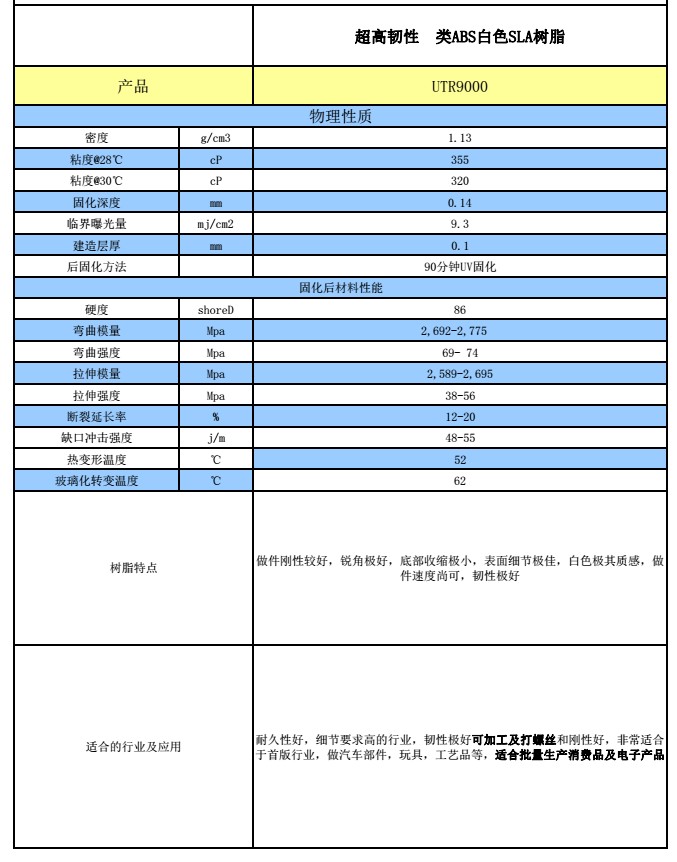
| 普通光敏树脂 | 9000 | 1.7 | 0.1 | 0.3 | 具体看模型 | 光滑 |
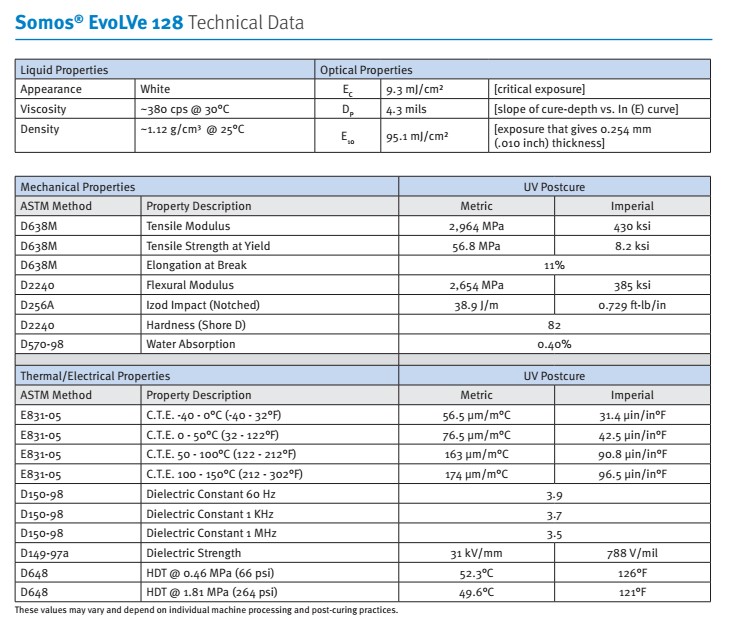
| 高精度树脂 | 128 | 3 | 0.1 | 0.3 | 具体看模型 | 光滑 |
| 半透明树脂 | 11122 | 6 | 0.1 | 0.3 | 具体看模型 | 光滑 |
| 全透明树脂 | 11122 | 8 | 0.1 | 0.3 | 具体看模型 | 光滑 |
| 红蜡 | RC90 | 35 | 0.017 | 0.1 | 具体看模型 | 光滑 |
| 蓝蜡 | 3Zmodel | 60 | 0.017 | 0.1 | 具体看模型 | 光滑 |
| 耐高温树脂(70度) | 8000 | 6 | 0.1 | 0.3 | 具体看模型 | 光滑 |
| 耐高温树脂(100度) | 8001 | 12 | 0.1 | 0.3 | 具体看模型 | 光滑 |
| 耐高温树脂(140度) | 8002 | 15 | 0.1 | 0.3 | 具体看模型 | 光滑 |
| 尼龙 | PA12 | 8 | 0.15 | 0.5 | 1mm以上 | 轻度磨砂 |
| 尼龙 | PA1172 | 8 | 0.15 | 0.5 | 1mm以上 | 轻度磨砂 |
| 尼龙加玻纤 | PA12+30%GF | 9 | 0.15 | 0.5 | 1mm以上 | 轻度磨砂 |
| 不锈钢 | 316L | 15 | 0.15 | 0.5 | 1mm以上 | 轻度磨砂 |
| 钛合金 | TI6Al4V | 45 | 0.15 | 0.5 | 1mm以上 | 轻度磨砂 |
精度:指打印物品与模型比较的准确程度,跟层厚设置、定位精度和光斑精度有关系,还可能与打印物品的大小,以及打印完成时间有关。
最小细节:最小打印细节主要由3D打印机的分辨率决定,如果模型上的特征小于最小细节,就有可能造成打印成品细节的丢失。
壁厚:3D打印的模型必须是有厚度的实体,为保证模型结构强度,3D打印有最小壁厚限制。
FDM打印耗材
PLA塑料
材料属性
工艺
FDM(塑料熔融沉积)
精度
0.10mm
最小细节
0.40
推荐壁厚
0.80
表面质量
有层纹
特点
PLA塑料 价格低 强度高 环保材料 成型尺寸大 适合对精度和完成表面要求不高的物品
适合做
低价原型制作、机械零件原型 大型雕像、艺术品模种
不适合做
复杂设计 对精度要求较高件

SLA打印耗材
普通光敏树脂
工艺
SLA立体光刻
精度
0.10mm
材料型号
9000
最小细节
0.30
推荐壁厚
具体看模型
表面质量
光滑
特点
进口光敏树脂 精度高,表面细腻,既可做外形外观,又可做结构、装配和功能验证。
适合做
复杂的设计和各类雕塑,高精度模型, 工业手板
不适合做
功能件,承力件

光敏树脂材料的3D打印的成品细节很好,表面质量高,可通过喷漆等工艺上色。光敏树脂如果长时间曝露在光照条件下,会逐渐变脆。这种材料多用于打印对模型精度和表面质量要求较高的精细模型,比方说手办,首饰或者精密装配件。
普通光敏树脂物性表如下:
高精度树脂
工艺
SLA立体光刻
精度
0.10mm
材料型号
128
最小细节
0.30
推荐壁厚
具体看模型
表面质量
光滑
特点
工程塑料,有韧性,类似ABS塑料性能,表面光泽好,易打磨上色,可抛光。
适合做
复杂、精细件,装配件等
不适合做
长期光照,户外承力
高精度光敏树脂物性表如下:
半/全透明光敏树脂
工艺
SLA立体光刻
精度
0.10mm
材料型号
11122
最小细节
0.30
推荐壁厚
具体看模型
表面质量
光滑
特点
成品为半透明,经处理可达到全透明;产品高通透性,颜色晶莹剔透,光亮度高,吸水率低。
适合做
对透光要求比较高的物件
不适合做
需要暴露于紫外光之下的

耐高温树脂
一般3D打印的树脂耐温性能在40-50之间,大厂stratasys的所谓耐高温树脂不超过60度,现在市面上出现了三款耐高温树脂,可以耐受70-80. 100,140度的耐高温树脂,可以很好解决一些对应用环境温度有要求的客户,树脂本身打印性能和普通光敏树脂类似,精度0.1mm, 壁厚要求大于0.4mm。 具体物理性能表如下:
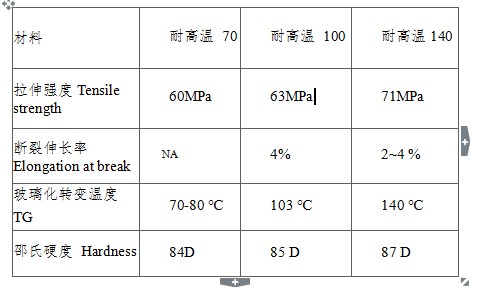
特点:具有良好的尺寸精度及稳定性;低收缩,高强度。
DLP成型材料
红蜡
工艺
DLP 光固化
精度
0.01mm
材料型号
RC90
最小细节
0.10
推荐壁厚
具体看模型
表面质量
光滑
特点
3D打印所能达到的最高精度,只用于失蜡法铸造
适合做
高精度浇铸模具
不适合做
其他用途

蓝蜡
SCP弧度平滑打印技术
精度
0.01mm
材料型号
3Zmodel
最小细节
0.10
推荐壁厚
具体看模型
表面质量
光滑
特点
3D打印所能达到的最高精度,只用于失蜡法铸造
适合做
高精度浇铸模具
不适合做
其他用途
3DP打印材料
石膏粉末
3DP粉末床3D打印
精度
0.10mm
最小细节
1.00
推荐壁厚
3.00
表面质量
颗粒感强
特点
基于石膏粉末制作,质感类岩石,有一定强度,易碎,适合3d人像、工业模型展示等应用。
适合做
对颜色要求高的物品,如3D人像
不适合做
对强度有要求的物品
SLS成型材料
尼龙
工艺
SLS选择性激光烧结
精度
0.15mm
材料型号
PA12,PA1172
最小细节
0.50
推荐壁厚
1.00
表面质量
轻度磨砂
特点
尼龙有优良的韧性、自润滑性、耐磨性、耐化学性、气体透过性、及耐油性、无毒和容易着色等优点,可以说是一种全能型材料,所以在工业上得到广泛应用。
适合做
高精度打印,功能性终产品,需要后期打磨/抛光和上色的产品
不适合做
空心打印(除非设计中自带材料脱出孔)
尼龙PA12物性表:

尼龙PA1172物性表:

尼龙玻纤
尼龙玻纤是指由尼龙和玻纤混合粉末激光烧结的材料,尼龙玻纤一方面继承了尼龙的工程性能,另一方面在耐热性能上有进一步提升,可以达到大约110度,因此尼龙玻纤很适合做一些需要在较热环境下使用的功能件测试。这种材料的硬度、密度,拉伸性能都很优秀,是一款应用面很广的材料。
打印指标
典型打印周期: 2-4天
标准精度: ± 0.3%
最小壁厚: 建议最小1 mm, 特殊情况可以0.4mm
层厚:0.12mm
最大打印空间: 650x330x560 mm
表面: 磨砂效果,可后续上色,喷漆、打磨等
物理性能


打印工艺简介SLS

SLM成型材料
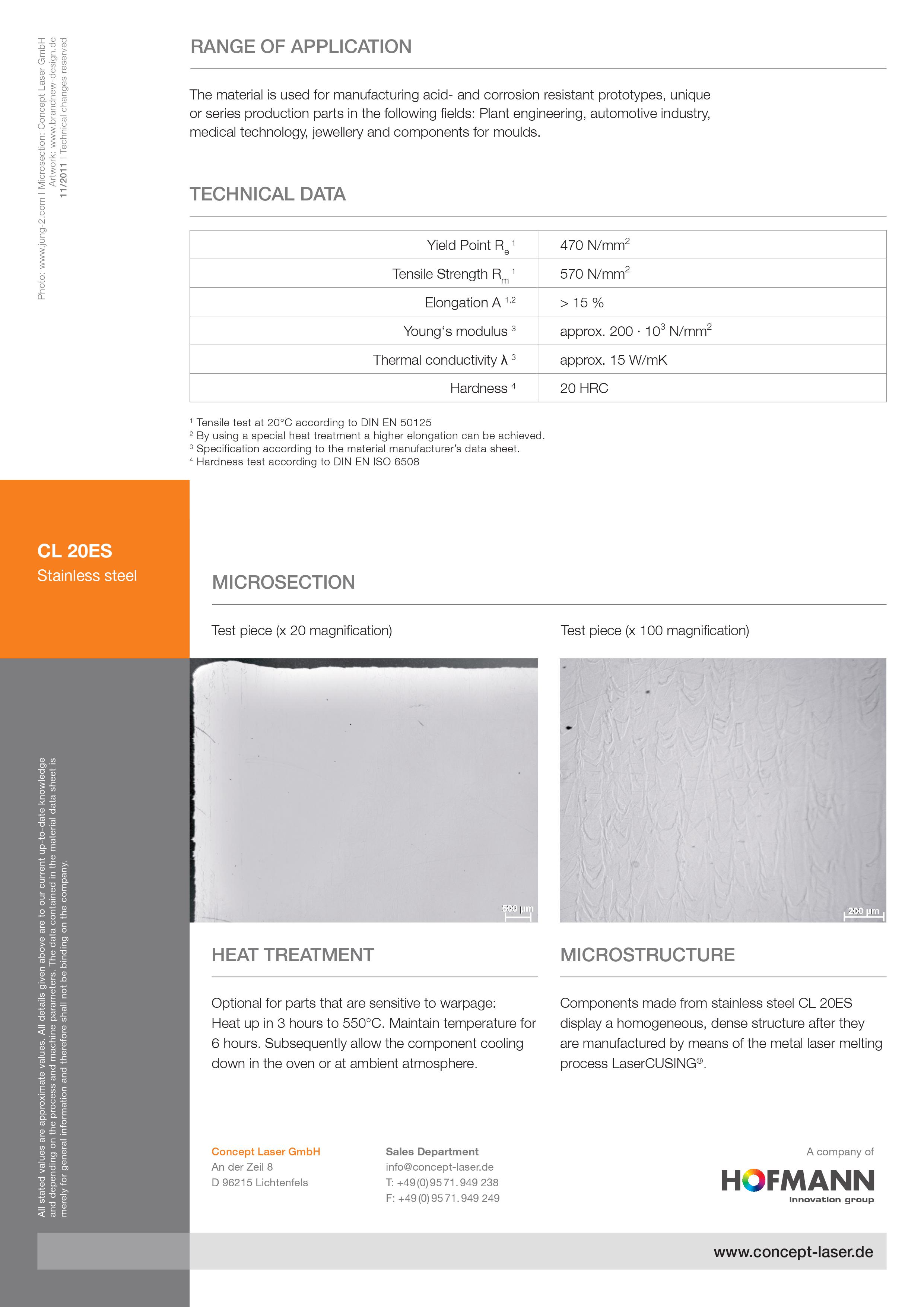
不锈钢
工艺
SLM选择性激光熔融
精度
0.15mm
材料型号
316L
最小细节
0.50
推荐壁厚
1.00
表面质量
轻度磨砂
特点
不锈钢 以其耐空气、蒸汽、水等弱腐蚀介质和酸碱、盐等化学浸蚀性介质腐蚀而得到广泛应用。
适合做
打印尺寸较大的物品
钛合金
工艺
SLS选择性激光烧结
精度
0.15mm
材料型号
TI6Al4V
最小细节
0.50
推荐壁厚
1.00
表面质量
轻度磨砂
特点
重量轻、强度高、韧性好、耐腐蚀